
Updated May 11, 2026
Filtration in extrusion is one of those decisions that seems straightforward at first, but quickly becomes complicated in real production.
Most engineers start by asking:
- What throughput am I running?
- What size system do I need?
But those are not the right first questions.
The real decision starts with something else:
How does your process handle contamination, and how much disruption can it tolerate during filtration?
That is what determines whether a manual screen changer, continuous screen changer, or automated melt filtration system is the right fit.
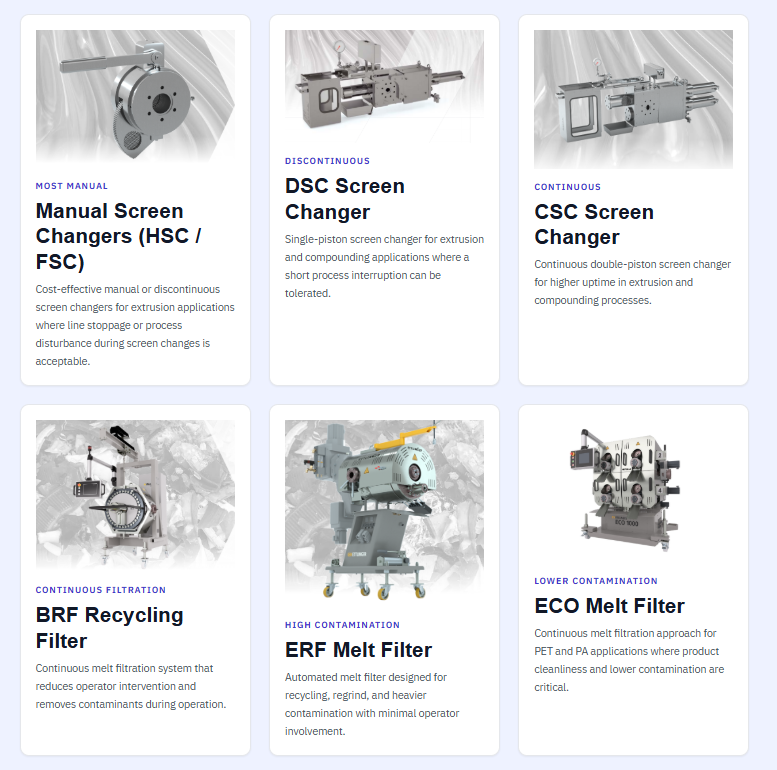
MAAG screen changer and melt filtration lineup showing HSC, CSC, DSC, BRF, ERF, and ECO systems for extrusion filtration
What Filtration Actually Does in Extrusion
At a basic level, filtration protects the process.
It removes:
- Gels and unmelted particles
- Foreign contamination
- Degraded material
- Fillers or inconsistent regrind
But in practice, filtration does much more than that.
It directly impacts:
- Product quality (defects, gels, variation)
- Die protection and wear
- Pressure stability
- Line uptime and operator workload
In many cases, filtration is the difference between a stable process and one that constantly drifts. For a complete overview of filtration solutions, visit our Polymer Filtration and Melt Pump Solutions page.
The Pressure-Stability Link: Never select a screen changer in isolation. The pressure drop across a dirty screen can force your extruder to work harder, increasing melt temperature. Pairing high-performance filtration with a MAAG Melt Pump is the only way to ensure ±0.5% gauge consistency.
The Three Filtration Strategies That Matter
1. Manual / Discontinuous Screen Changers (HSC / FSC)
Manual or discontinuous screen changers are the simplest approach.
They rely on operator intervention to replace screens, and the process is disturbed during that change.
In practice, this does not always mean a full line stop, but it does mean the process is affected:
- Pressure changes during screen replacement
- Potential variation in product
- A short window of instability
For some processes, that is completely acceptable.
Manual screen changers are often a strong fit when:
- contamination is low or predictable
- the process is stable
- operators can manage screen changes without major disruption
Within this category, different mechanical designs exist.
Hinged systems (HSC) are commonly used in general extrusion and higher throughput applications. Plate-style systems (FSC) are often preferred where lower pressure loss, shorter residence time, or thermally sensitive materials are important.
But the key point is not the mechanical design.
The key point is this:
You are accepting process disturbance during screen changes.

HSC Manual screen changer from MAAG for extrusion lines enabling melt filtration with simple operation and cost-effective maintenance.
2. Continuous Screen Changers (CSC / DSC)
Continuous screen changers are designed to reduce that disturbance.
Instead of stopping the process, they allow screen changes while the line continues running.
This does not mean there is zero impact, but it is significantly reduced:
- Smaller pressure fluctuations
- No full line stoppage
- More stable production
This approach is often the natural step up from manual filtration.
It becomes attractive when:
- uptime starts to matter
- product quality is sensitive to variation
- manual screen changes become a bottleneck
In many film, sheet, and profile extrusion lines, continuous screen changers become the standard because they strike a balance between cost and performance.
Continuous screen changers are often the default upgrade path from manual systems.
MAAG Continuous screen changer (CSC) in operation during extrusion, allowing screen changes without stopping the line while maintaining more stable pressure and consistent production.
3. Automated Melt Filtration Systems (ERF / BRF / ECO)
Automated melt filtration systems take a different approach.
Instead of relying on screen changes, they are designed to continuously remove contamination with minimal operator involvement.
This changes how the process behaves:
- longer runtime between maintenance
- less operator dependency
- more consistent filtration under variable conditions
These systems become especially valuable when:
- contamination is higher or less predictable
- regrind or recycled material is used
- uptime is critical
In those cases, filtration is no longer just about protecting the die.
It becomes about keeping the process running consistently over time.
MAAG ERF ERF self-cleaning melt filter operating under production conditions, designed for high contamination environments where continuous filtration and uptime are critical.
What Actually Drives the Right Choice
The biggest mistake in filtration selection is starting with equipment.
The right approach is to start with process conditions.
Contamination Level
- Very low → simpler systems work
- Moderate → continuous systems become attractive
- High → automated filtration is often required
Contamination Type
- Gels and fines → different behavior than foreign particles
- Mixed contamination → more demanding filtration
Operator Intervention Tolerance
Ask:
- Can the line stop?
- Can it tolerate a brief disturbance?
- Does it need to run continuously?
- Does it need long unattended runtime?
This is often the most important input in the entire decision.
Throughput (After Strategy, Not Before)
Throughput still matters, but it should not be the starting point.
Once the filtration strategy is defined, throughput helps narrow:
- system size
- configuration
- operating window
If you need to estimate output first, you can use the extrusion throughput calculator.
Where Filtration Fits in the Bigger System
Filtration decisions should not be made in isolation.
They directly affect:
- melt pump performance
- pressure stability
- die behavior
- final product quality
That is why filtration and melt pumping are often evaluated together.
For a broader system overview visit the Polymer Melt Pumps and Filtration solutions page.

Melt pump selection should be evaluated alongside filtration, since filtration directly affects pressure stability, contamination control, and downstream process performance.
A Practical Way to Narrow the Right Approach
In real applications, the process usually becomes clearer when you simplify the decision.
Instead of asking:
“What system do I need?”
Start with:
- How dirty is the process?
- What kind of contamination is present?
- How much interruption can the line tolerate?
- How much operator involvement is acceptable?
Once those are defined, the filtration strategy becomes much easier to narrow.
If you want a faster way to do that:
Are you ready to select a screen changer or melt filtration system for your line? Use the Filtration and Screen Changer Selector.
Connecting Filtration to Performance and ROI
Filtration decisions affect more than just process stability.
They impact:
- scrap rates
- downtime
- labor requirements
- product consistency
Over time, those factors translate directly into cost.
If you want to quantify that impact, use the Polymer Filtration and Melt Pump ROI Calculator.
Frequently Asked Questions
What is the difference between a screen changer and a melt filter?
A screen changer typically uses replaceable screens to remove contamination from the melt stream and protect downstream equipment. A melt filter usually refers to a more automated continuous filtration system designed for longer runtime and reduced operator intervention.
When should I use a manual screen changer instead of a continuous system?
Manual screen changers are often a practical fit when contamination is low, line stoppage or process disturbance during screen changes is acceptable, and the application does not justify the higher cost of continuous or automated filtration.
When does a continuous screen changer make more sense?
A continuous screen changer is usually the better choice when uptime matters, contamination is moderate, and the process should continue during screen changes without a full line stop.
When should I move to automated melt filtration?
Automated melt filtration becomes more attractive when contamination is heavier, regrind or recycled content is more variable, or the process needs long runtime with minimal operator intervention.
Does higher throughput automatically mean I need automated filtration?
No. Throughput matters, but contamination level, contamination type, operator intervention tolerance, and pressure stability are often just as important. A high-throughput clean stream may still fit a continuous screen changer, while a lower-throughput dirty stream may justify automated melt filtration.
How does filtration affect melt pump performance?
Filtration and melt pumping are closely connected. Filtration affects contamination control, pressure stability, and how well downstream equipment is protected. That is why many extrusion lines should evaluate filtration and melt pump strategy together.
Can I choose a filtration system based on throughput alone?
No. Throughput is only one part of the decision. You also need to consider contamination severity, contaminant type, resin family, acceptable process interruption, and maintenance expectations.
What is the fastest way to narrow the right filtration approach?
The fastest approach is to define contamination level, process interruption tolerance, and operator involvement expectations first. Then compare manual, continuous, and automated strategies before narrowing to a specific system.
Final Thoughts
The best filtration system is not the most advanced one.
It is the one that matches the reality of the process.
That includes:
- contamination level
- material behavior
- acceptable process disturbance
- operator expectations
Start with the strategy, not the equipment.
Once that is clear, the right solution becomes much easier to identify.
Gauge Advisor supports plastics extrusion manufacturers in California and across the Western United States with melt pump sizing and extrusion process optimization.
We are the authorized sales partner for MAAG melt pumps and filtration systems supporting manufacturers with equipment selection, process optimization, and system integration.
If you’re evaluating a screen changer or melt filter on your film, sheet, tubing, or pipe extrusion line, request application guidance using the form below.

Founder, Gauge Advisor LLC