
Updated May 11, 2026
Rare earth magnets are critical components in modern technologies including electric vehicles, robotics, aerospace systems, and advanced electronics. Manufacturers of such materials are helping expand domestic magnet production as demand continues to grow.
Many of these magnets require protective coatings to prevent corrosion and ensure long term reliability. Because neodymium-iron-boron (NdFeB) magnets are highly susceptible to oxidation, coatings such as nickel, epoxy, or zinc are commonly applied.
For manufacturers producing these components, accurate coating thickness measurement is essential for both product quality and process control.
This article explains how coating thickness on rare earth magnets can be measured using non-contact photothermal measurement technology, and how the approach can be implemented in research labs, quality laboratories, and automated production environments.
For a broader overview of available technologies, see our page on
Advanced Coating Thickness Measurement Systems.
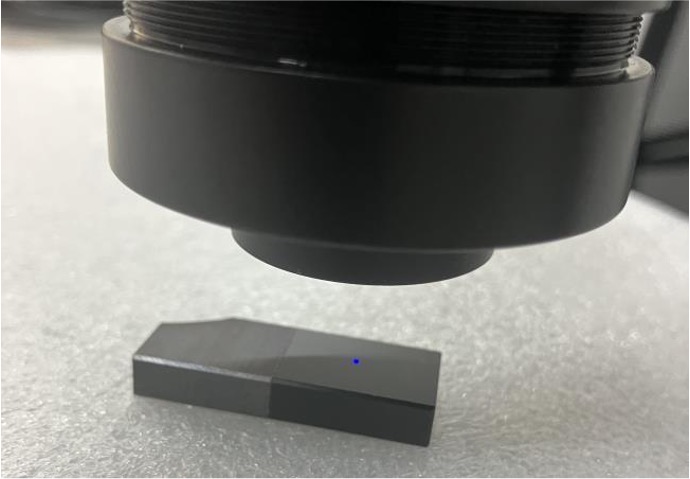
AIM Systems CoatPro sensor performing non-contact photothermal coating thickness measurement on a rare earth magnet.
Coating Thickness Ranges for Rare Earth Magnet Coatings
Typical coating thickness ranges for NdFeB magnets include:
• Nickel plating: 10–30 µm
• Epoxy coatings: 15–40 µm
• Zinc coatings: 5–20 µm
Thickness requirements vary depending on corrosion resistance requirements and application environment.

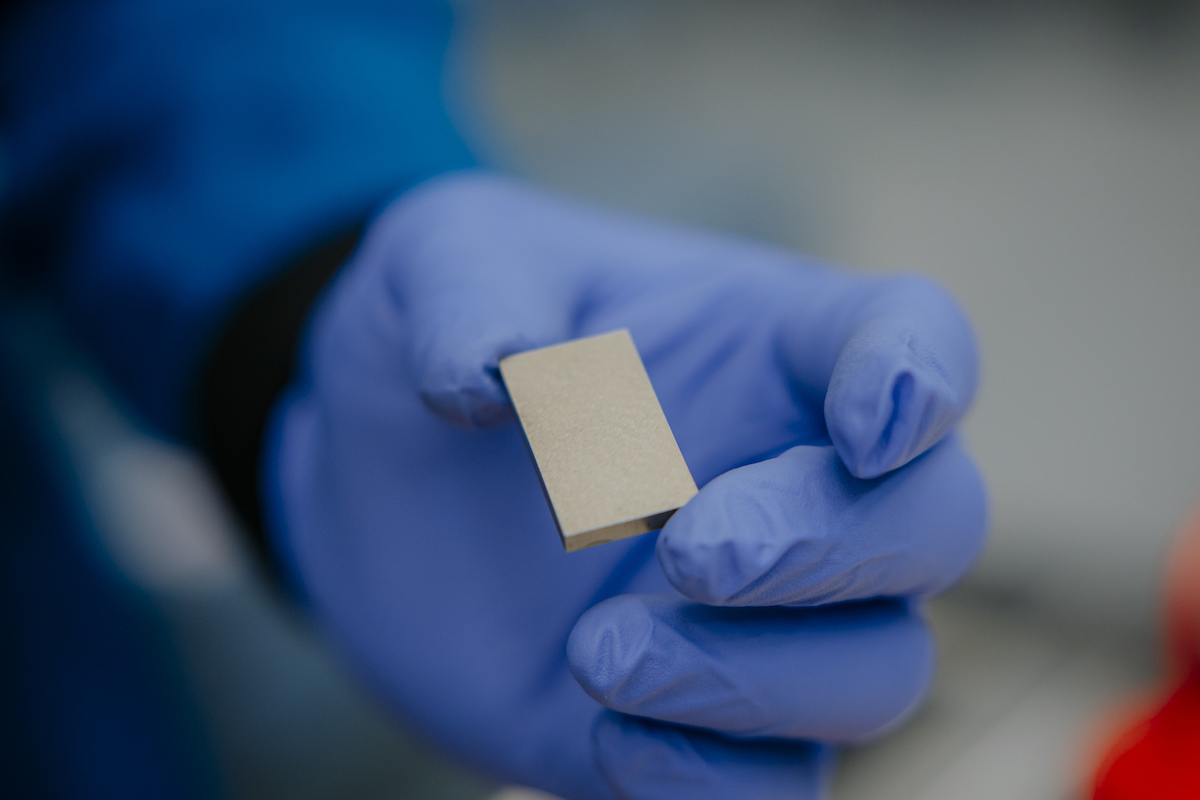
NdFeB rare earth magnet component used in advanced manufacturing applications. Image courtesy of MP Materials.
{kind=link}
Why Coating Thickness Matters for Rare Earth Magnets
Coatings on rare earth magnets serve several critical functions.
Corrosion Protection
NdFeB magnets are highly prone to corrosion. Protective coatings prevent moisture and environmental exposure from degrading the magnetic material.
Electrical Isolation
In motor assemblies and electronic systems, coatings may act as insulation layers between components.
Mechanical Protection
Coatings protect magnets from abrasion and handling damage during assembly.
Process Consistency
Uniform coating thickness ensures consistent performance and prevents premature failure.
Even small deviations in coating thickness can affect durability and product performance. Because of this, many manufacturers monitor coating thickness as part of their process capability and quality control programs.
Engineers evaluating process performance can also analyze coating variation using tools such as our
Cpk / Ppk Process Capability Calculator.

Even small deviations in coating thickness can affect durability and product performance. Monitoring coating thickness variation using statistical tools such as Cpk and Ppk helps maintain process capability and quality control.
Challenges Measuring Coatings on Rare Earth Magnets
Measuring coatings on magnets is not always straightforward.
Typical challenges include:
• Small and complex geometries
• Thin coatings
• Magnetic substrates
• High production volumes
• Need for non-destructive inspection
Traditional coating gauges such as magnetic induction or eddy current systems can struggle in these environments, particularly when parts are small or when measurements must be automated.
For many applications, manufacturers require a solution that is:
- non-contact
- non-destructive
- capable of measuring thin coatings
- suitable for automation
This is where photothermal coating thickness measurement becomes useful.
Photothermal Coating Thickness Measurement
Photothermal measurement determines coating thickness by analyzing how heat propagates through the coating layer.
The process works as follows:
- An LED light source briefly heats the coating surface.
- A thermal wave travels through the coating layer.
- The wave reflects at the interface between the coating and the substrate.
- Infrared sensors detect the returning thermal signal.
- Software calculates coating thickness based on the measured phase difference.
This measurement principle allows coating thickness to be measured without touching the part.
Systems developed by AIM Systems use this photothermal approach to perform high precision coating measurements across a wide range of industrial applications.
The technology can measure coatings on:
- metal substrates
- plastics
- glass
- ceramics
- composite materials
The technology can also work on curved surfaces or delicate coatings that cannot tolerate contact inspection.
Three Ways to Measure Coating Thickness on Rare Earth Magnets
Photothermal measurement systems can be implemented in several different configurations depending on production needs.
1. Single-Point Measurement for Laboratory Inspection
The simplest configuration is single-point inspection.
In this setup, a magnet is placed under the measurement sensor and a series of measurements are taken at a defined location.
This approach is commonly used in:
- R&D laboratories
- incoming material inspection
- quality laboratories
- batch verification testing
Single-point inspection allows engineers to verify coating thickness quickly while maintaining a fully non-destructive measurement process.

An AIM CoatPro photothermal sensor mounted on an articulating arm performing single-point coating thickness measurement on a coated component.
2. Robotic Mapping of Multiple Measurement Points
For more advanced inspection, a robotic system or collaborative robot can move the sensor across the magnet and measure multiple locations.
This creates a mapped thickness profile across the part.
Benefits include:
- measurement of coating distribution
- inspection of complex magnet geometries
- automated quality control
- integration with production data systems
This approach is useful when coating uniformity across the surface is critical.

An AIM CoatPro photothermal coating thickness sensor mounted on a collaborative robot (cobot) performing multi-point coating thickness measurements on a coated part.
3. Area Thickness Measurement and Heatmap Visualization
The latest generation of systems can also perform area scans of coated parts.
Instead of measuring individual points, the system generates a full thickness map of the coating across the surface.
This provides engineers with:
- visual heatmaps of coating thickness
- rapid inspection of entire components
- identification of coating defects or uneven distribution
Area scanning can be particularly valuable when analyzing coating processes or validating new production methods.

The AIM CoatPro XD thermographic system performs area scanning to generate coating thickness maps across coated components.
Where Coating Thickness Measurement Fits in the Manufacturing Process
Coating thickness inspection can be implemented at several stages of production.
Research and Development
R&D teams use coating thickness measurement to validate new coatings, evaluate coating processes, and test prototype designs.
Quality Laboratories
Quality labs often verify coating thickness during incoming inspection or batch testing.
Inline Production Measurement
Photothermal measurement systems can also be integrated directly into automated production environments.
Inline measurement allows manufacturers to:
- detect coating deviations early
- reduce scrap
- optimize coating material usage
- improve process control
Manufacturers evaluating inline measurement solutions can estimate potential savings using our
Advanced Coating Measurement ROI Calculator.
Learn More About Rare Earth Magnet Coating Measurement
For a deeper technical overview of coating inspection for magnets, see our application page:
Rare Earth Magnet Coating Thickness Measurement
This page covers system configurations, measurement capabilities, and implementation considerations in more detail.
Why Photothermal Measurement Is Well Suited for Magnet Coatings
Photothermal coating thickness measurement provides several advantages for inspecting coatings on rare earth magnets.
Because the measurement relies on controlled thermal excitation and infrared detection, the process is highly repeatable and well suited for automated production environments.
Systems developed by AIM Systems use LED-based excitation rather than high-energy flash lamps. This provides several practical advantages for manufacturers:
• stable excitation energy and repeatable measurement conditions
• lower maintenance compared with xenon flash lamp systems
• compact sensor design suitable for robotic inspection cells
• safer operation in industrial environments
• consistent measurements on curved or complex geometries
These characteristics make photothermal systems particularly attractive for applications such as coated magnets, where precision and repeatability are critical.
Manufacturers can implement the technology in:
• research and development laboratories
• quality control inspection stations
• automated production lines
The result is faster feedback on coating processes and improved control of coating thickness variation.

The AIM CoatPro system measures coating thickness using photothermal technology for non-contact inspection of coated materials.
Evaluating Coating Thickness Measurement for Magnet Production
Gauge Advisor works with manufacturers evaluating advanced coating thickness measurement systems for industrial applications.
As the North American sales and applications partner for AIM Systems, we support customers with:
• system selection and application evaluation
• feasibility testing and sample measurement
• integration into laboratory or production environments
• engineering guidance for automated inspection systems

Dr. Stefan Böttger, CEO of AIM Systems with Matthew Baker of Gauge Advisor during a system demonstration of photothermal coating thickness measurement technology (December 2025).
If you are evaluating coating thickness measurement systems for rare earth magnets or other coated components, request application guidance using the form below.

Founder, Gauge Advisor LLC