Coating thickness measurement sounds simple on paper, but real production environments create a very different challenge. Coatings may be thin, soft, wet, uncured, functionally critical, or applied to complex geometries where traditional contact-based measurements are slow, inconsistent, or simply impractical.
In many applications, a few microns or even smaller changes can affect performance, protection, appearance, or downstream process results. Very thin coatings are often where signal extraction quality becomes most important.
Curved parts, moving parts, and surfaces that are hard to access can reduce the usefulness of contact probes or simple spot-check methods.
Some coatings should not be touched at all during inspection, especially when the goal is inline measurement before cure or before final handling.
Engineers often need more than pass or fail data. They need repeatable trends, mapped measurement data, and early detection of process drift.
This is why non-contact photothermal coating thickness measurement is attracting attention. It gives manufacturers a way to inspect coatings without touching the part while also supporting inline measurement, automation, and better process control in the right applications.
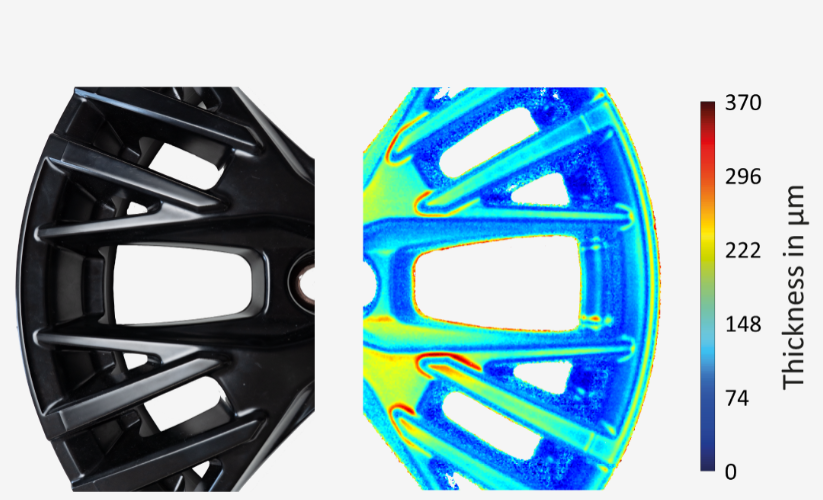
Photothermal coating thickness measurement is a non-contact inspection method that determines coating thickness by applying a controlled light-based excitation to the coating surface and analyzing the resulting thermal response. The coating absorbs the excitation energy, a thermal wave propagates through the coating, and the response observed at the surface changes depending on the coating thickness and the coating-to-substrate interface.
In practical terms, the sensor heats the coating in a controlled way, measures the thermal response with an infrared detector, and correlates that response to thickness. Because the part does not need to be touched, photothermal coating thickness measurement can be attractive for delicate surfaces, wet coatings, uncured coatings, automated measurement cells, and applications where conventional contact-based methods are not ideal.
Both pulse-based and lock-in systems belong to the same photothermal physics family. The difference is not whether the technology is photothermal. The difference is how the thermal excitation is generated and how the useful thickness signal is extracted from the thermal response.
Some systems use a pulse-based approach with a flash or short optical burst. Others use continuous lock-in excitation with a modulated LED source. That design choice has a major impact on measurement stability, noise rejection, thin-coating sensitivity, and the ability to measure continuously in production.
At a high level, photothermal measurement works by introducing a controlled optical excitation and then analyzing how the coating responds thermally. The basic sequence is straightforward:
This general principle is what makes photothermal measurement suitable for many non-contact coating applications. What separates stronger implementations from weaker ones is how well the system isolates the true thermal signal from process noise, movement, and environmental variation.
On very thin coatings, the thermal response can happen extremely quickly and the difference between one thickness and another may become very small. That is one reason signal processing method matters so much in photothermal metrology.
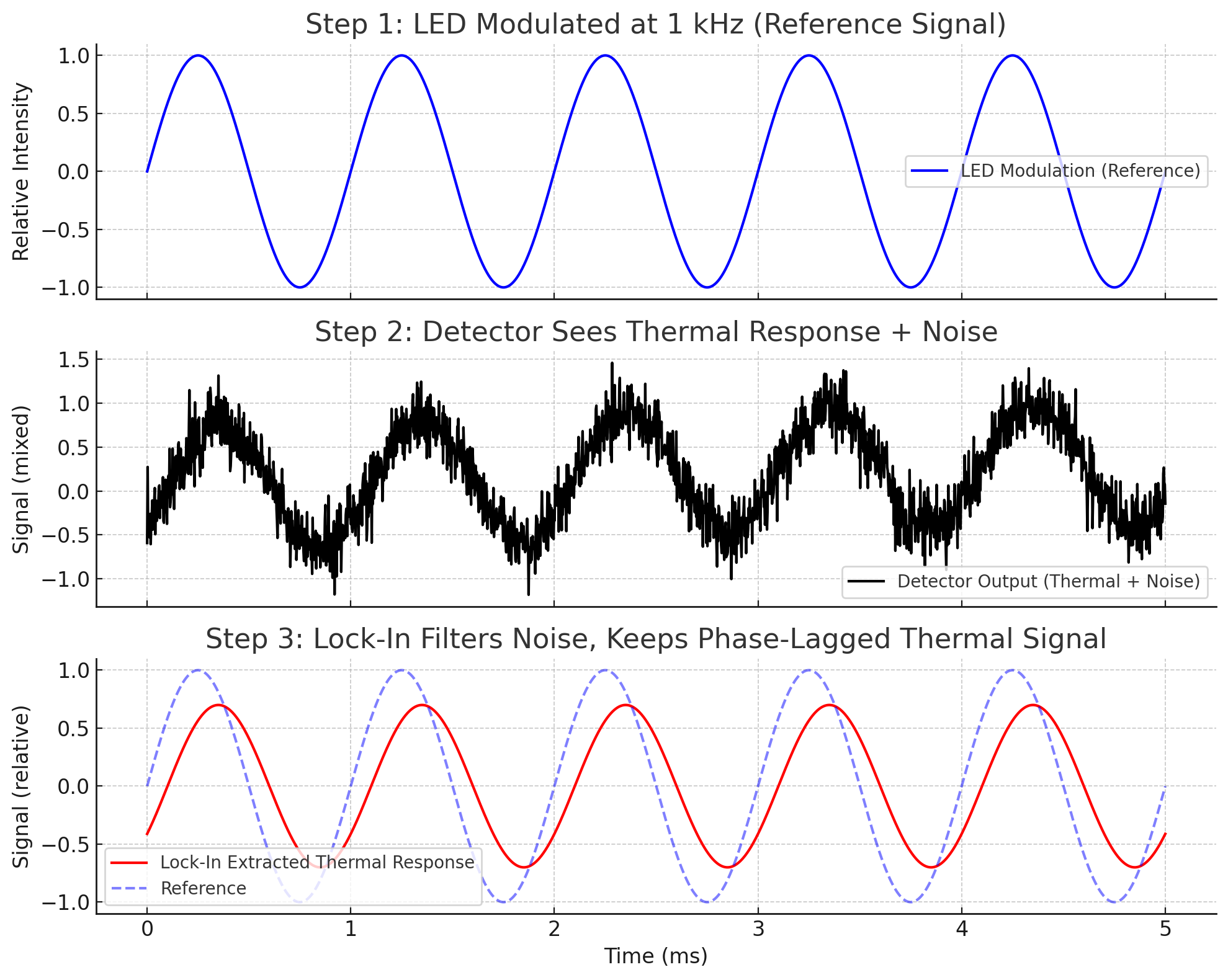
In a real factory, the detector does not see a perfectly clean signal. It sees the desired thermal response mixed with ambient variation, electronic noise, and process disturbances. A lock-in approach improves this situation by using the known modulation frequency of the excitation source as a reference.
The system can then reject components that do not match the reference frequency and preserve the phase-lagged thermal response that actually carries thickness information. Instead of relying on a one-time temperature rise and decay event, it measures the relationship between the input excitation and the output thermal signal.
In signal-processing terms, lock-in detection behaves like a very narrow-band filter centered on the known modulation frequency. That selective filtering can make extremely small thermal differences easier to resolve, which is especially helpful on thin functional coatings.
Very thin coatings create a fast thermal response and only a small difference between one thickness and another. In pulse-based systems, those differences can be harder to separate from noise, drift, or background temperature change. In lock-in systems, the thermal response is tied to a known excitation frequency, which helps the instrument extract the useful signal more cleanly.
Another reason this matters is thermal penetration depth. In simplified terms, higher modulation frequencies reduce how deeply the thermal wave penetrates into the structure. That allows the measurement to become more sensitive to near-surface coating behavior rather than averaging too deeply into the underlying material stack.
This is one of the reasons lock-in photothermal technology is often discussed for thin functional coatings, battery-related coatings, semiconductor applications, precision electronics, and other coating systems where small thickness changes matter.
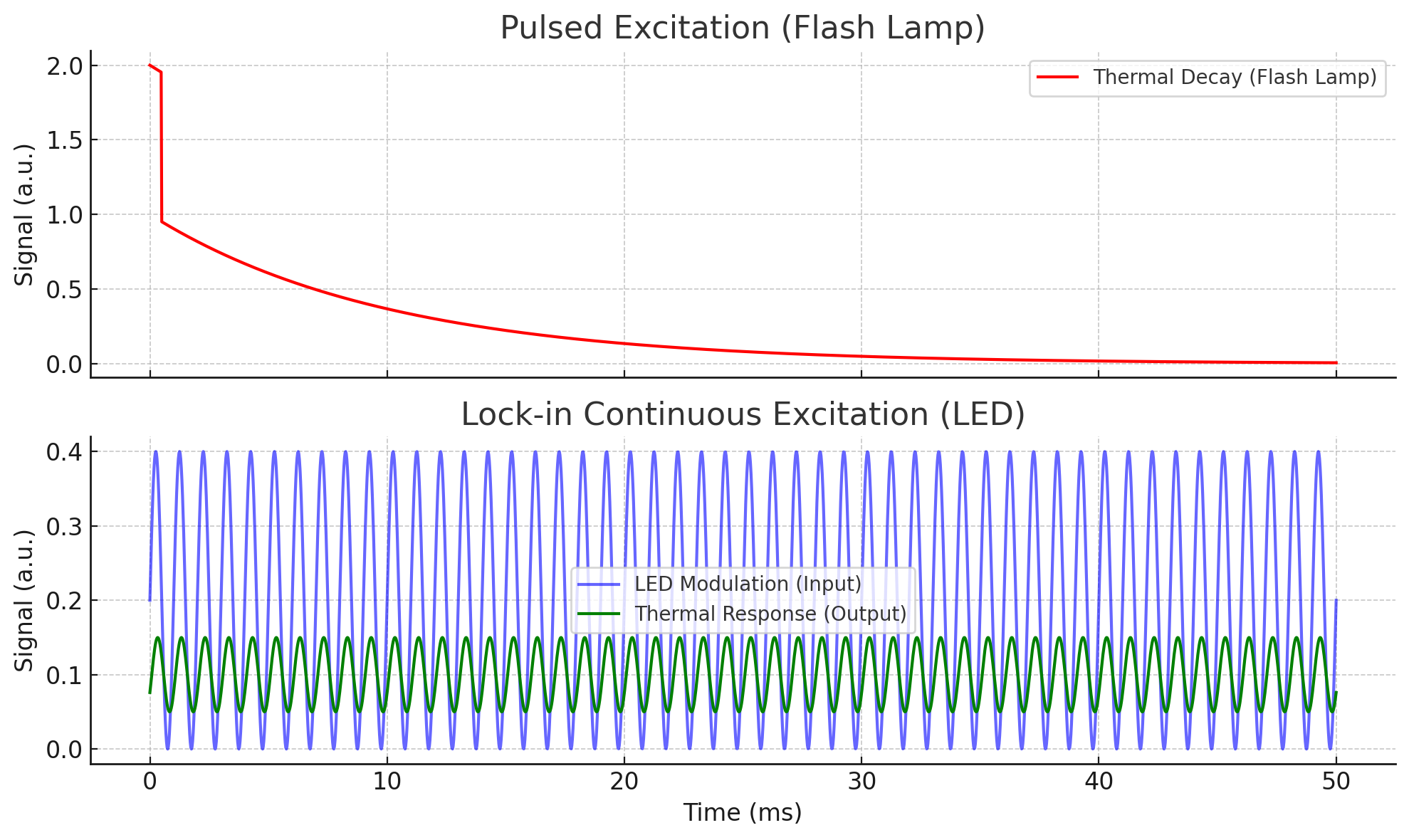
Not all photothermal coating thickness measurement systems work the same way. Some use a pulse-based excitation method such as a flash lamp or pulsed source. Others use continuous lock-in excitation with a modulated LED source. Both are photothermal, but the signal behavior and practical performance can differ significantly.
In a pulse-based system, the part is heated once and the system analyzes the resulting thermal decay curve. In a lock-in system, the source is continuously modulated and the measurement is based on the phase relationship between the known excitation signal and the measured thermal response. This can make lock-in systems more robust against unrelated temperature variation and more suitable for continuous real-time measurement workflows.
In practical terms, pulse-based photothermal systems are often attractive for thicker industrial coatings and broader thermal events, while lock-in systems are often especially attractive for thin coatings where sensitivity, stability, and noise rejection become more critical.
| Pulse-Based Approach | Lock-In Continuous Approach |
| One-time excitation event | Continuously modulated excitation |
| Often flash-lamp based | Often LED-based |
| Thermal decay analysis | Phase-based lock-in analysis |
| Can be more sensitive to unrelated temperature change | Can better isolate the reference-linked thermal signal |
| Often well suited to thicker industrial coatings | Often especially strong on thin functional coatings |
| Measurement cycle tied to pulse and decay behavior | Better suited for continuous measurement workflows |
The part does not need to be touched, which is valuable for delicate, cosmetic, wet, or uncured surfaces.
Lock-in systems can support non-stop measurement without waiting for a flash cycle or recharge step, which is valuable for inline monitoring and process control.
Stronger systems can work on parts that are difficult to inspect with simple contact gauges or manual methods.
Continuous measurement, scanning, and mapped data can support better engineering decisions than occasional spot checks.
Because lock-in systems analyze the phase relationship between excitation and response, they can be more robust against unrelated object or ambient temperature fluctuation than one-time pulse approaches.
Lock-in photothermal measurement can be especially attractive on thin coatings because it isolates very small thermal differences and supports near-surface sensitivity through modulation frequency selection.
Low-power LED excitation can be attractive from both an industrial safety and maintenance perspective, with long source life and reduced downtime compared with higher-energy optical approaches.
A low-power continuous LED architecture may offer an important advantage in certain hazardous-area and wet-coating inline applications where safer source design is a major consideration.
Like any coating measurement technology, photothermal measurement is not universal. Performance depends on the coating, the substrate, the thickness range, the thermal properties of the material system, and the specific sensor architecture. That is why serious suppliers validate the application before making hard performance commitments.
Very transparent coatings or coatings with weak absorption can be more challenging depending on the excitation wavelength and material system.
If the coating and substrate behave very similarly thermally, the interface signal may be weaker and application-specific validation becomes even more important.
Photothermal systems are not generic plug-and-play systems. Strong results depend on calibration and validation for the actual coating and substrate combination.
That does not weaken the technology. It simply means engineers should evaluate photothermal measurement the same way they would any serious metrology system: by reviewing coating type, substrate, thickness range, line conditions, measurement goal, and repeatability requirements before selecting a final system architecture.
Photothermal measurement can fit a wide range of coating applications, but it is especially compelling where non-contact inspection, process visibility, and difficult part geometries matter. On Gauge Advisor, related application pages include:
Inline and production-focused coating control for automotive and metal finishing applications.
Non-contact inspection of powder layers, including interest in uncured coating measurement.
Applications where coating function is critical and non-contact verification supports development and quality.
Protective coatings on magnets where non-contact thickness verification may support quality and corrosion protection goals.
Advanced materials and thin-film coating workflows where repeatability, non-contact inspection, and measurement mapping matter.
Photothermal coating thickness measurement is a non-contact method that determines coating thickness by applying controlled optical excitation and measuring the resulting thermal response. The measured response is then correlated to coating thickness through calibration.
The coating is excited with light, a thermal wave propagates through the layer, the surface response is detected in infrared, and the system analyzes the signal relative to the excitation input. That analysis may use transient decay or phase-based lock-in processing depending on the architecture.
Lock-in photothermal measurement uses a continuously modulated excitation source and a reference-linked signal analysis method to isolate the true thermal response from noise. This helps support stable phase-based thickness measurement in industrial settings.
Pulse-based systems analyze the thermal decay after a one-time excitation event, while lock-in systems continuously modulate the source and analyze the phase relationship between input and output. Lock-in systems can offer better noise rejection, stronger thin-coating sensitivity, and continuous measurement capability.
Very thin coatings create very small and very fast thermal differences. Lock-in analysis isolates the reference-linked signal more effectively than a one-time pulse approach, which can improve sensitivity when coating thickness changes are small.
Yes. The part does not need to be touched during measurement. That makes the technology attractive for delicate surfaces, wet coatings, uncured coatings, cosmetic surfaces, and automated inspection workflows.
In many applications, yes. One of the reasons engineers evaluate photothermal systems is the ability to measure coatings without physical contact, including cases where the coating is wet or uncured. Application validation is still required.
It often can, which is one reason the technology is attractive for difficult geometries. Performance still depends on the actual part, working distance, motion, surface condition, and application-specific setup.
Good fits often include e-coat, powder coating, thin functional coatings, battery-related coatings, rare earth magnets, semiconductor thin films, adhesive layers, and other applications where non-contact measurement and process visibility matter.
It may be less suitable when the coating system has weak absorption, very low thermal contrast at the interface, or when the application has not been validated for the specific coating and substrate combination. Material behavior matters.
It can be, especially when the system is designed for automation and continuous measurement. This is one of the major reasons modern lock-in photothermal systems are being evaluated for advanced manufacturing environments.
Convert between coating thickness, coating weight, and density for engineering calculations, quoting discussions, and specification review.
Review process capability when thickness variation, consistency, and production control are part of the application discussion.
Explore the broader Gauge Advisor pillar page covering coating thickness and coating weight measurement technologies across multiple applications.

Gauge Advisor is the official sales and service partner for AIM Systems across North America for non-contact photothermal coating thickness measurement applications. AIM’s technology is a strong example of modern lock-in continuous low-power excitation architecture for engineers evaluating advanced coating inspection, process visibility, real-time measurement, and automated workflows, including interest in wet-coating and potentially hazardous-area applications.
Send your coating type, substrate, approximate thickness range, wet or dry state, part geometry, line or inspection speed, and whether you need single-point measurement, continuous scan data, or area mapping. We can help you assess whether photothermal coating thickness measurement is a good fit and which configuration makes sense for your application.