| Measurement Output and Application Fit |
| Primary Output |
Basis weight, thickness, density, or coating weight depending on calibration and configuration |
Basis weight or thickness by correlation |
Basis weight or thickness by correlation |
Thickness or layer response where the material has usable IR absorption contrast |
Physical distance, profile, or thickness where geometry and surface conditions are controlled |
| Best Fit |
Film, sheet, extrusion coating, filled structures, and applications requiring stable profile measurement across the web |
Legacy basis-weight measurement on established web lines |
Higher mass or denser materials where the application supports isotope-based measurement |
Selected polymer films, coatings, or multilayer structures with clear spectral differences |
Applications where surface position, distance, or direct geometry is the primary variable |
| Material Sensitivity |
Strong fit for many filled or compounded films when calibrated to the material stack |
Can be affected by density, formulation, and isotope/source management |
Can be affected by density, formulation, and source management |
Highly dependent on chemistry, additives, color, and layer absorption behavior |
Highly dependent on surface reflectivity, web stability, angle, and distance control |
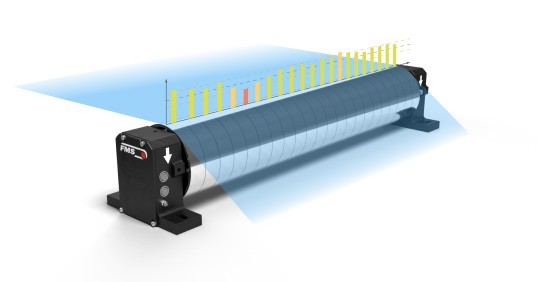
| Web Flutter Sensitivity |
Generally low when the scanner air gap and web path are properly selected |
Usually manageable, depending on frame design and web path stability |
Application dependent |
Can be sensitive to distance and presentation |
Can be sensitive to flutter, tilt, surface finish, and vibration |
| Safety, Source Management, and Long-Term Operation |
| Radioactive Isotope Source |
No radioactive isotope source. Uses an electronic X-ray tube with shielding and safety interlocks. |
Yes. Typically Kr-85 or Sr-90 depending on application. |
Yes. Isotope depends on the application and gauge design. |
No |
No |
| Licensing and Disposal Burden |
Avoids isotope licensing, wipe testing, source decay planning, and radioactive source disposal. |
Requires radioactive source management, regulatory controls, and disposal planning. |
Requires radioactive source management, regulatory controls, and disposal planning. |
Minimal compared with isotope-based systems. |
Minimal compared with isotope-based systems. |
| Long-Term Stability Considerations |
Electronic source output can be controlled and monitored through the system. |
Requires compensation and maintenance planning around source behavior over time. |
Requires source management and application-specific compensation. |
Stable when chemistry, temperature, and surface conditions remain consistent. |
Stable when mechanical geometry and surface conditions remain consistent. |
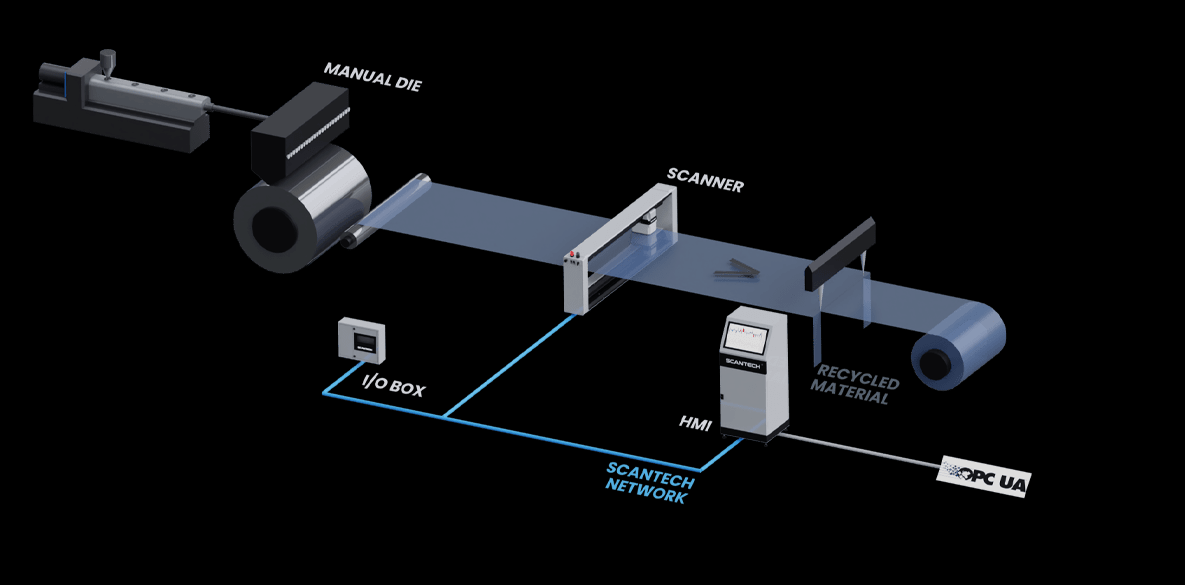
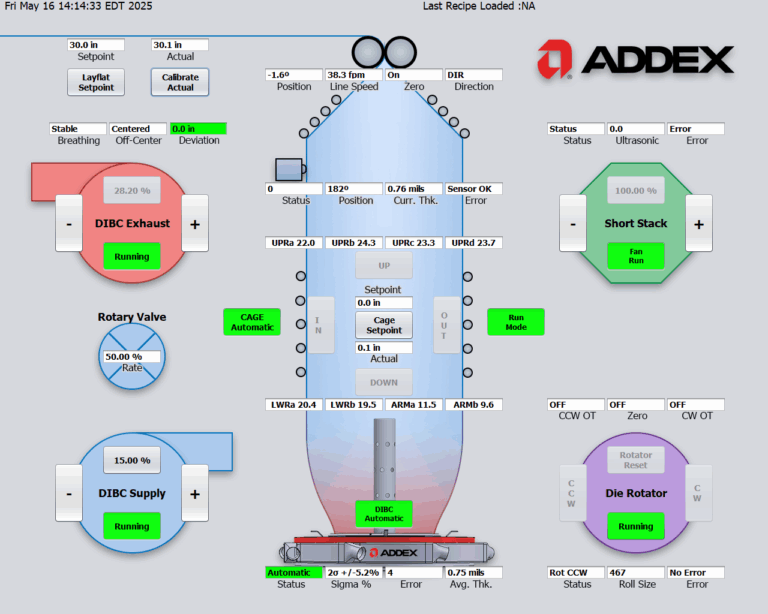
| Automation and Control Value |
| Automatic Die Control |
Strong fit for closed-loop CD profile control when paired with an automated die bolt or thermal bolt system. |
Can support die control on legacy lines depending on scan speed, resolution, and profile quality. |
Less common for modern film and sheet CD control applications. |
Possible in selected applications, but material dependence must be evaluated. |
Useful for position or profile feedback, but not always a direct substitute for mass or thickness gauging. |
| Blown Film Gauge Control |
Can provide the profile data needed for automatic air ring control, depending on scanner layout and bubble mapping strategy. |
Used historically on some blown film lines. |
Less common for modern blown film profile control. |
Application dependent. |
Application dependent. |
| Operator Value |
Real-time profile visibility, trend data, control feedback, and reduced dependence on manual die or cooling adjustments. |
Known technology on older installations, but with isotope management requirements. |
Useful in specific applications, but less common for flexible film process optimization. |
Useful where material chemistry supports the measurement. |
Useful where the measurement problem is geometric rather than mass based. |