
Updated June 11, 2026
For most blown film production facilities, increasing production is one of the fastest ways to improve profitability.
A 10% increase in output may not sound dramatic, but over the course of a year it can translate into significantly more saleable film, lower manufacturing costs per pound, improved equipment utilization, and a faster return on capital investments.
Yet many blown film lines never reach their full production potential.
When production stalls, operators often assume the extruder is the limiting factor. Sometimes that’s true. More often, however, throughput is being restricted by cooling limitations, bubble instability, gauge variation, airflow imbalances, or process control challenges that are much harder to see.
The good news is that many of these bottlenecks can be identified and corrected.
This guide reviews seven common production bottlenecks found on blown film extrusion lines, explains why they occur, and discusses practical ways manufacturers can increase output while improving film quality and consistency.
If you’re evaluating measurement, process control, or optimization technologies for blown film extrusion, visit our Film & Sheet Measurement and Process Control Solutions page.

A blown film bubble during production. Molten polymer exits the die at the bottom of the bubble, is cooled by the air ring, and solidifies at the frost line before being collapsed into finished film rolls. This example shows a PVC food-grade packaging film line, where visible off-gassing can be part of the process.
Understanding How a Blown Film Line Works
Before discussing throughput limitations, it helps to understand the basic blown film process.
In a blown film extrusion line:
- Plastic resin is melted inside an extruder.
- The molten polymer passes through a circular die.
- Air is introduced into the center of the tube to form a bubble.
- An air ring cools the outside surface of the bubble.
- Internal Bubble Cooling (IBC) may cool the inside of the bubble.
- The film solidifies at the frost line.
- The bubble is collapsed and wound into finished rolls.
Production output is typically measured in pounds per hour (lb/hr) or kilograms per hour (kg/hr). If you’re estimating production rates or evaluating a future line, you can map out your targets using our interactive Extrusion Throughput & Line Speed Calculator.

Simplified blown film process illustration adapted from Windmöller & Hölscher process diagrams.
Bottleneck #1: Cooling Capacity
Cooling is often the first major production bottleneck.
Every pound of molten polymer leaving the die contains heat that must be removed before the film can be wound.
If cooling capacity becomes insufficient:
- The frost line rises
- Bubble stability decreases
- Gauge variation increases
- Maximum output falls
Many processors discover that the extruder still has additional capacity available, but the cooling system simply cannot remove heat fast enough to support higher production rates.
This is one reason air ring performance plays such an important role in blown film productivity.

Addex Intensive Cooling air rings are designed to increase cooling efficiency, improve bubble stability, and lower the frost line, helping blown film manufacturers increase throughput without sacrificing product quality.
Bottleneck #2: Bubble Instability
A stable bubble is essential for both throughput and product quality. As output increases, the bubble becomes more difficult to control.
Common symptoms include:
- Bubble flutter
- Oscillation
- Layflat variation
- Frequent operator adjustments
- Thickness variation
As instability increases, operators are frequently forced to reduce output in order to maintain a stable process
In other words, instability directly limits production.
Modern cooling systems are designed not only to remove heat but also to improve bubble stability, allowing manufacturers to push output further without sacrificing quality.
Bottleneck #3: Excessive Gauge Variation
Gauge variation refers to thickness differences around the circumference of the bubble. Many processors focus on average thickness, but profile variation is often what hurts profitability.
Consider a customer specification requiring a minimum thickness of 1.0 mil.
If the process exhibits significant variation, operators may intentionally target 1.1 or 1.2 mil just to ensure the thinnest areas remain above specification.
This extra material is commonly known as resin giveaway.
The result:
- Increased resin consumption
- Higher manufacturing costs
- Reduced profitability
- More material than the customer actually requires
Reducing gauge variation often allows manufacturers to run closer to target thickness while remaining comfortably within specification.
Manufacturers interested in estimating the financial impact of improved gauge control can use our Film & Sheet Measurement ROI Calculator.
Bottleneck #4: Airflow Imbalances
Uniform airflow around the bubble is critical. Many older air ring designs rely on multiple air inlets and multiple hose connections feeding different areas of the ring.
While this approach works, it can introduce airflow differences around the circumference. Differences in hose routing, restrictions, pressure losses, and turbulence can all influence cooling consistency.
Modern single-inlet plenum designs approach the problem differently.
Rather than feeding the air ring through multiple connections, air enters through a single inlet and is distributed internally around the circumference.
The result is:
- More uniform airflow
- Improved cooling consistency
- Reduced turbulence
- Fewer hose connections
- Simpler installation
For operators, it also means there is only one air connection to manage instead of several.

Addex Single Inlet Plenum design. Air enters through a single connection and is distributed through upper and lower flow channels before reaching the air ring. The patented counterflow design helps minimize turbulence, maintain uniform pressure around the circumference, and improve cooling consistency compared to traditional multi-inlet systems.
Bottleneck #5: Too Many Operator Adjustments
Many blown film processes depend heavily on operator experience.
When the process begins drifting, operators may need to adjust:
- Bubble size
- Airflow
- Gauge profile
- Die rotation
- Collapsing frame position
Individually, each adjustment may be manageable. Together, they can create a complex process that varies significantly from shift to shift.
Newer process-control systems increasingly integrate multiple functions into a single interface.
Depending on the system configuration, this may include:
- Internal Bubble Cooling (IBC)
- External Gauge Control (EGC)
- Bubble sizing
- Cage positioning
- Die rotation control
- Oscillating haul-off synchronization
By consolidating controls into one platform, operators can spend less time chasing the process and more time producing film.
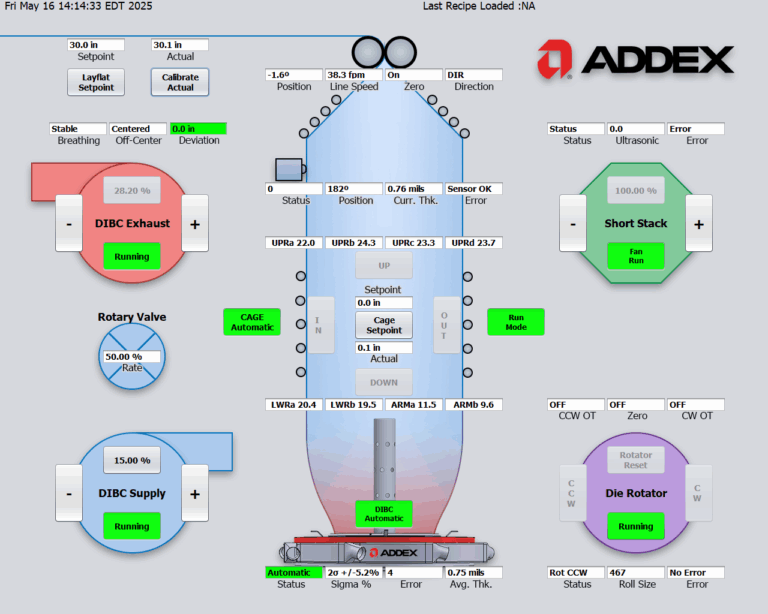
Modern blown film control systems can integrate Internal Bubble Cooling (IBC), bubble sizing, cage positioning, die rotation, and profile control into a single operator interface, reducing complexity and improving process consistency.
Bottleneck #6: Maintenance Complexity
Automation can improve production, but only if the equipment remains practical to maintain. One common concern with automatic profile control systems is complexity.
Many processors assume that a system capable of controlling hundreds of correction zones must contain multitudes of motors, actuators, or heating elements.
Modern airflow-based gauge control systems often take a different approach.
For example, Addex’s External Gauge Control (EGC) system uses only two motors inside the air ring. One positions the control tray while the second operates the airflow control mechanism.
Despite controlling more than two hundred correction zones around the bubble, the mechanical design remains relatively simple.
Maintenance access is also important. Addex systems include inspection windows that allow technicians to access key components without removing the air ring from the die, reducing downtime and simplifying service procedures.
Bottleneck #7: Not Knowing the Real Bottleneck
This may be the most common challenge of all.
Many processors know they have a problem:
- Output is lower than expected
- Scrap is higher than desired
- Gauge variation is excessive
- Operators are constantly making adjustments
What they often don’t know is which problem is actually limiting production.
- Is it cooling?
- Is it bubble stability?
- Is it airflow distribution?
- Is it gauge control?
- Is it Internal Bubble Cooling performance?
Without identifying the root cause, it becomes difficult to select the right upgrade path.
That is why many successful improvement projects begin with a process review rather than a piece of equipment.
Understanding the Frost Line
One of the most important concepts in blown film extrusion is the frost line. The frost line is the point where the molten polymer transitions into a solid film.
Below the frost line:
- The film remains molten or semi-molten
- The bubble is highly sensitive to disturbances
- Cooling performance has a major influence on product quality
Above the frost line:
- The film has solidified
- Bubble dimensions become more stable
- The film can be collapsed and wound
In general, a lower frost line indicates more effective cooling. A higher frost line often suggests that cooling capacity is becoming a production bottleneck.
This is one reason cooling technologies can have such a significant impact on throughput.
Technologies That Help Remove Production Bottlenecks
High-Performance Air Rings
The air ring is the primary cooling device on most blown film lines. Its job is to direct cooling air around the bubble immediately after the polymer exits the die.
Modern air ring designs can provide:
- Improved cooling efficiency
- Better airflow uniformity
- Enhanced bubble stability
- Reduced turbulence
Because cooling frequently limits production, air ring performance can have a significant impact on achievable output.
Intensive Cooling Systems
Traditional air rings eventually reach a point where simply increasing airflow provides diminishing returns. Intensive cooling systems are designed to improve cooling efficiency while maintaining bubble stability.
Benefits may include:
- Lower frost lines
- Increased output
- Improved bubble stability
- Wider operating windows
- Faster return on investment
Unlike some higher-output cooling approaches that require significant operator retraining or frequent setup adjustments, intensive cooling systems are designed to operate similarly to conventional dual-flow air rings while providing additional cooling capacity.
For many processors, this makes them one of the most attractive retrofit options when cooling becomes the primary bottleneck.
Internal Bubble Cooling (IBC)
While the air ring cools the outside of the bubble, Internal Bubble Cooling removes heat from the inside.
This additional cooling capacity can significantly increase production rates, particularly on larger blown film lines.
Modern IBC systems can also provide:
- Bubble size control
- Improved layflat consistency
- Enhanced process stability
- Faster product changeovers
Effective cooling requires the inside and outside cooling systems to work together. Modern Digital IBC systems use ultrasonic sensors to continuously monitor bubble size and detect changes before they become visible further up the line. By automatically adjusting internal airflow, the system helps maintain a stable bubble while working in conjunction with the external air ring to maximize cooling performance and improve layflat consistency.
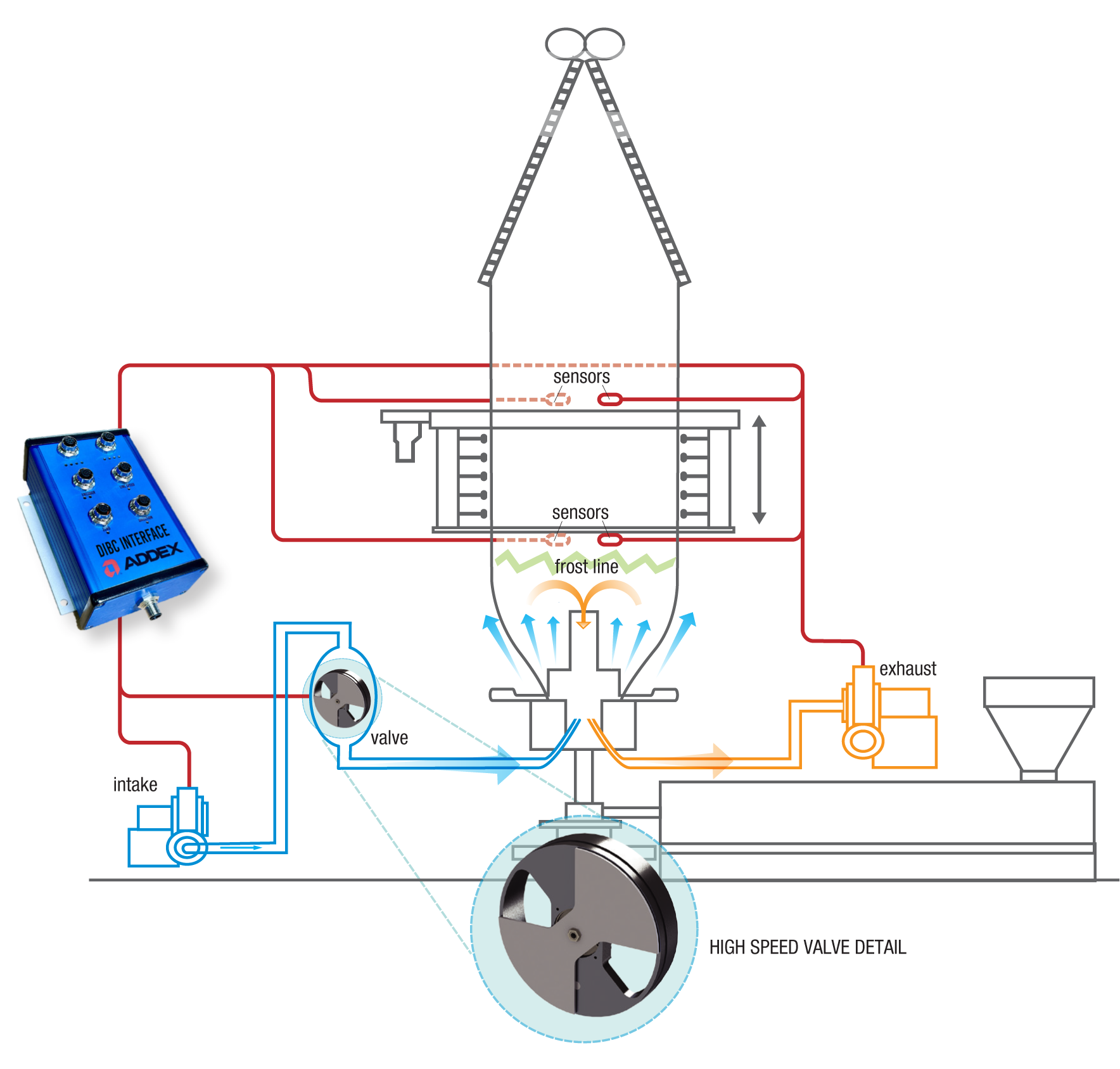
Addex Digital Internal Bubble Cooling (IBC) system. Ultrasonic sensors monitor the bubble both below and above the frost line, allowing the system to detect size changes early and automatically adjust airflow to improve bubble stability, layflat consistency, and production output.
External Gauge Control (EGC)
Many manufacturers think of throughput and gauge control as separate topics. In reality, they are closely connected.
External Gauge Control systems automatically adjust cooling around the circumference of the bubble to improve thickness uniformity.
Potential benefits include:
- Reduced gauge variation
- Lower resin consumption
- Improved roll quality
- Less resin giveaway
- Greater process consistency
By reducing profile variation, manufacturers can often run closer to target specifications without creating thin spots.
The result is improved profitability and more efficient use of raw materials.
How External Gauge Control Differs from Heater-Based Systems
Many engineers are familiar with automatic profile control systems that use heater bolts around the die to influence film thickness.
While these systems can be effective, they typically rely on adding heat to selected areas of the die. Because thermal changes must travel through the die and polymer melt before affecting the bubble, response times can be relatively slow.
External Gauge Control systems take a different approach.
Rather than relying on localized heating, airflow-based systems use mechanical control fingers to selectively adjust cooling airflow around the circumference of the bubble.
By modifying cooling directly, the system can respond more quickly to thickness variation while maintaining overall cooling performance.
Another advantage is control resolution.
Traditional heater-based systems are often limited by the physical size and spacing of the heating elements. Airflow-based systems can provide a much larger number of control zones around the circumference, allowing finer profile correction.
For manufacturers struggling with film thickness variation and resin giveaway, understanding the difference between thermal control and airflow-based control is an important part of selecting the right gauge control technology.

Addex External Gauge Control (EGC) system showing the rotating tray, airflow-control fingers, and dual-motor architecture. The system can provide profile correction at approximately 1-degree intervals around the bubble circumference while using only two motors, reducing maintenance complexity compared to many traditional profile control approaches.
Addex controller used to synchronize die rotation, die oscillation, or oscillating haul-off movement with the External Gauge Control (EGC) system. By taking control of speed, direction, and angular position, Addex can accurately track the film profile as it moves around the bubble and apply gauge corrections in the correct location.
Single-Inlet Plenum Technology
The way air is delivered to the air ring is often overlooked. Traditional systems frequently use multiple air inlets feeding different locations around the circumference.
Single-inlet plenum designs simplify this approach.
Air enters through one connection and is distributed internally around the air ring using specially designed airflow channels and baffles.
Potential benefits include:
- Improved airflow uniformity
- Reduced turbulence
- More consistent pressure distribution
- Fewer air hoses
- Simplified installation and maintenance
For rotating die applications, single-inlet designs can also reduce hose-management challenges and eliminate another source of process variability.

Addex Single Inlet Plenum technology uses a single air connection and internal airflow distribution design to promote uniform cooling around the circumference of the bubble while reducing hose-management complexity.
Measuring the Results
Whenever process improvements are implemented, manufacturers should verify the results using objective data.
Common metrics include:
- Pounds per hour
- Gauge variation
- Scrap rates
- Resin consumption
- Process capability (Cp/Cpk)
- Production uptime
Manufacturers can estimate the financial impact of improved gauge control using our Film & Sheet Measurement ROI Calculator.
Process consistency can also be evaluated using our Cpk/Ppk Process Capability Calculator.
For extrusion lines experiencing contamination-related issues, screen changer performance can directly affect throughput, pressure stability, and uptime. If your goal is to increase output, a properly sized melt pump may also help unlock additional extruder capacity while improving melt quality and process consistency. Our Polymer Filtration & Screen Changer Selector and Melt Pump Selector tools can help identify appropriate technologies for your application.
For additional discussion on profitability drivers in film extrusion, see our article:
Blenders and Thickness Gauges: The Real Profit Drivers in Film Extrusion and Which Ones to Use.
Final Thoughts
Most blown film production problems can be traced back to a handful of root causes.
Cooling limitations, bubble instability, airflow imbalances, excessive gauge variation, and outdated process controls all have the potential to limit output and profitability.
The challenge is that these problems often look similar from the operator’s perspective.
- A line that appears to have an extrusion capacity problem may actually have a cooling problem.
- A line that appears to have a gauge control problem may actually be suffering from airflow imbalance.
- A line that appears unstable may simply be operating outside its optimal cooling window.
Understanding the true bottleneck is often the first step toward meaningful improvement.
Not Sure What’s Limiting Your Blown Film Line?
A line that appears to have an extrusion capacity limit often just has a cooling problem. A bubble that looks unstable might just be fighting an airflow imbalance. Guessing at the root cause can result in hundreds of thousands of dollars spent on the wrong capital upgrades.
Gauge Advisor helps manufacturers evaluate cooling performance, bubble stability, airflow distribution, gauge variation, Internal Bubble Cooling (IBC), and process control strategies to identify the root cause before investing in upgrades.
As the authorized sales and support partner for Addex blown film technologies, we can help review your current process and recommend practical options ranging from air ring upgrades to complete profile control systems.
When submitting the form below, include:
- Die size
- Resin type
- Layflat width range
- Primary challenge (output, scrap, gauge variation, instability, etc.)
The more information you provide, the easier it becomes to identify potential opportunities for increasing throughput, improving film quality, and reducing manufacturing costs.

Founder, Gauge Advisor LLC