
Updated June 12, 2026
For many blown film manufacturers, gauge variation is one of the most frustrating process challenges on the production floor. A line may be producing acceptable film, but excessive thickness variation often forces operators to run heavier than necessary to protect against thin spots. The result is increased resin consumption, reduced profitability, and unnecessary process headaches.
The good news is that gauge variation is not random. It is typically caused by a combination of mechanical, thermal, cooling, and process-related factors that can be identified and improved.
In this article, we’ll look at the most common causes of gauge variation in blown film extrusion, the limitations of traditional correction methods, and the technologies available to improve profile uniformity while reducing resin giveaway.
If you’re evaluating measurement, process control, or optimization technologies for blown film extrusion, visit our Film & Sheet Measurement and Process Control Solutions page.

Addex air ring cooling a blown film bubble during production. Gauge variation is heavily influenced by cooling performance near the frost line, where airflow distribution and bubble stability help establish a uniform thickness profile.
Why Gauge Variation Matters
Most customers specify a minimum film thickness. If portions of the profile fall below that minimum, the product risks being rejected.
To compensate, many manufacturers increase the average thickness of the entire roll. While this protects against thin spots, it also consumes additional resin that may not be necessary.
This excess material is commonly referred to as resin giveaway.
A film profile that varies significantly around the circumference of the bubble often creates additional downstream problems:
- Increased resin consumption
- Lower process capability (Cpk/Ppk)
- High joints and hard bands in rolls
- Bagginess and winding defects
- Printing and laminating challenges
- Increased scrap and rework
In many cases, reducing gauge variation produces a larger financial benefit than increasing line speed.
What Causes Gauge Variation?
Before discussing solutions, it’s important to understand where variation originates.
Die-Related Factors
The extrusion die is often the first place engineers look when troubleshooting profile issues.
Common causes include:
- Uneven die temperatures
- Worn die lips
- Carbon buildup
- Contamination
- Damaged flow channels
- Uneven melt distribution
Even a perfectly functioning cooling system will struggle to correct severe profile problems originating inside the die.
Cooling-Related Factors
After the polymer exits the die, cooling becomes one of the most important variables affecting film thickness.
Variations in cooling can create localized differences in how the film stretches and solidifies around the bubble.
Common cooling-related causes include:
- Airflow imbalances
- Turbulence around the air ring
- Uneven cooling air distribution
- Bubble instability
- High frost lines
- Poor Internal Bubble Cooling (IBC) performance
Because film thickness is established near the frost line, cooling consistency has a direct impact on gauge consistency.

Addex Intensive Cooling air ring technology is designed to improve airflow uniformity, lower frost lines, stabilize the bubble, and reduce profile variation in blown film extrusion.
Process-Related Factors
Many profile issues originate from process fluctuations rather than equipment problems.
Examples include:
- Resin lot changes
- Throughput changes
- Melt temperature fluctuations
- Operator adjustments
- Startup conditions
- Product changeovers
The more stable the process, the easier it becomes to maintain a consistent profile.
Why Manual Die Bolt Adjustments Often Fall Short
For decades, many blown film manufacturers relied on operators to manually adjust die bolts in response to profile measurements.
While this approach can work, it has several limitations.
First, adjustments are often based on operator experience and judgment. Two operators may make very different decisions when viewing the same profile.
Second, the process is inherently slow. By the time a correction is made and the results are visible, additional changes may already be occurring elsewhere in the process.
Finally, operators frequently find themselves chasing the profile rather than stabilizing it.
As production speeds increase and quality requirements become tighter, manual correction becomes increasingly difficult to sustain.
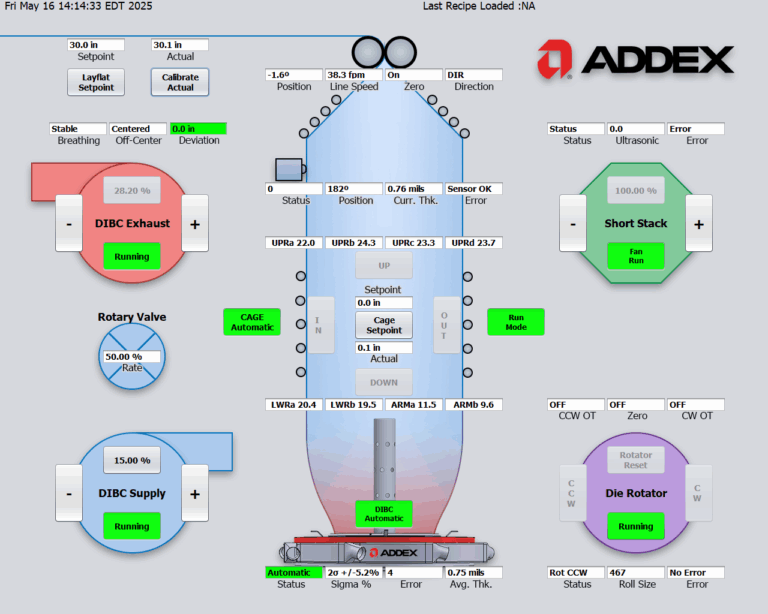
Addex Gen3 control interface integrating Internal Bubble Cooling (IBC), bubble sizing, cage positioning, die rotation, and profile control into a single operator screen to reduce complexity and improve process consistency.
Heater-Based vs. Airflow-Based Gauge Control
Modern profile control systems generally fall into two categories: thermal control and airflow control.
Heater-Based Systems
Heater-based systems adjust film thickness by changing temperatures around the die circumference.
The concept is straightforward:
- Heat is applied to a localized area of the die
- Polymer viscosity changes
- Flow rate changes
- Film thickness changes
The primary challenge is response time.
Steel requires time to heat and cool. As a result, profile corrections often occur relatively slowly.
Airflow-Based Systems
Airflow-based systems modify the cooling environment around the bubble rather than changing die temperature.
Instead of waiting for die steel temperatures to change, airflow adjustments can influence the film much closer to the frost line where thickness is actually being established.
Advantages often include:
- Faster correction response
- Higher control resolution
- Improved cooling consistency
- Reduced maintenance complexity
Modern External Gauge Control (EGC) systems use arrays of airflow-control fingers around the air ring to make localized adjustments around the bubble circumference.
Some systems can provide profile correction at approximately one-degree intervals, allowing much finer control than traditional approaches.

Addex External Gauge Control (EGC) system showing airflow-control fingers used for localized cooling correction around the bubble circumference. Unlike heater-based systems, Addex EGC adjusts cooling airflow directly to improve gauge uniformity.
The Role of Rotating Dies and Oscillating Haul-Offs
Many blown film lines utilize either rotating dies or oscillating haul-offs.
These systems help distribute unavoidable profile imperfections over a larger area of the finished roll.
Without oscillation, a thick spot remains in the same location throughout production, creating visible roll defects.
With oscillation, that variation is distributed around the roll, improving winding quality and reducing downstream converting issues.
Modern profile control systems can synchronize with:
- Rotating dies
- Oscillating dies
- Oscillating haul-offs
This synchronization allows the control system to accurately track where thick and thin spots are located and apply corrections at the proper location around the bubble.
Without accurate position tracking, profile corrections become significantly less effective.

Addex Gen3 controller used to synchronize die rotation, oscillating haul-off movement, and profile control. By tracking the exact position and movement of the bubble, the system helps ensure gauge corrections are applied at the proper location around the circumference of the film.
Measuring the Profile: The Eyes of the Control Loop
Before a profile can be corrected, it must first be measured.
Most automatic profile control systems rely on a downstream thickness measurement system located after the collapsing frame.
These systems may utilize:
- Beta gauges
- X-ray gauges
- Infrared systems
- Capacitive measurement technologies
The measurement system continuously maps the thickness profile and communicates that information back to the control system.
In many ways, the gauge scanner acts as the eyes of the process.
Without accurate measurement data, even the most sophisticated control system cannot make effective corrections.
For manufacturers evaluating thickness measurement technologies, our Film & Sheet Measurement Solutions page provides additional information on available web gauging technologies.

Scantech thickness profile measurement software displaying cross-web gauge variation data. Profile measurement systems act as the “eyes” of the control loop by providing the thickness data needed for closed-loop correction.
Why Tension Still Matters
Even a perfect thickness profile can create problems if web tension is poorly controlled.
Tension variations can contribute to:
- Wrinkles
- Telescoping rolls
- Bagginess
- Tracking problems
- Converting defects
For this reason, many manufacturers supplement thickness control systems with web tension measurement technologies to ensure consistent winding conditions throughout the line.
While tension control does not directly reduce gauge variation, it helps preserve product quality after the profile has been corrected.

FMS web tension sensor installed on a film handling roller. Even with an excellent thickness profile, poor web tension can create wrinkles, bagginess, telescoping rolls, and downstream converting defects.
Calculating the Cost of Gauge Variation
Many engineers understand that gauge variation is undesirable, but few quantify its true financial impact.
The cost often appears in several areas simultaneously:
- Resin giveaway
- Scrap generation
- Reduced throughput
- Additional labor
- Customer complaints
- Reduced process capability
Even small improvements in profile uniformity can generate significant annual savings when multiplied across millions of pounds of production.
To estimate the financial impact of improved profile control, use our Film & Sheet Measurement ROI Calculator.
You can also evaluate process capability improvements using our Cpk/Ppk Process Capability Calculator.
Final Thoughts
Gauge variation is rarely caused by a single issue.
While many manufacturers immediately focus on the thickness profile itself, the root cause often originates elsewhere in the process.
Cooling limitations, airflow imbalances, die-related issues, unstable bubbles, resin variations, and inadequate profile control can all contribute to uneven film thickness.
The challenge is that many of these problems produce similar symptoms on the finished roll.
- A profile problem may actually be a cooling problem.
- A thick spot may be caused by airflow imbalance rather than die geometry.
- Excessive resin giveaway may be hiding a process capability issue.
- Poor winding quality may be linked to gauge variation rather than tension alone.
Understanding the true cause of variation is often the first step toward meaningful improvement. While correcting this variation instantly saves raw material costs, it also eliminates one of the 7 common bottlenecks limiting total blown film production.
Not Sure What’s Causing Your Gauge Variation?
Many manufacturers spend months adjusting die bolts, changing recipes, or increasing target thickness without fully understanding what is driving their profile variation.
A line that appears to have a gauge control problem may actually be suffering from uneven cooling. A profile that looks stable at the die may become distorted by airflow imbalances further up the bubble. In other cases, the issue may originate with measurement, process control, or oscillation synchronization.
Gauge Advisor helps manufacturers evaluate blown film profile control strategies, including cooling performance, air ring design, Internal Bubble Cooling (IBC), External Gauge Control (EGC), thickness measurement, and web tension management.
As the authorized sales and support partner for Addex blown film technologies, along with Scantech web gauging and FMS web tension solutions, we can help review your current process and recommend practical options ranging from cooling upgrades and IBC systems to thickness measurement, web tension monitoring, and complete automatic profile control systems.
When submitting the form below, include:
- Die size
- Resin type
- Layflat width range
- Current gauge variation (%)
- Existing profile control method
- Primary challenge (resin giveaway, thick/thin spots, winding issues, instability, etc.)
The more information you provide, the easier it becomes to identify opportunities for improving gauge control, reducing resin consumption, and increasing profitability.

Founder, Gauge Advisor LLC