When OD Alone Is Not Enough
A tube can appear acceptable from the outside while the wall distribution, lumen size, or concentricity is changing. For medical tubing, that can affect flow, burst performance, assembly fit, device consistency, and downstream validation.
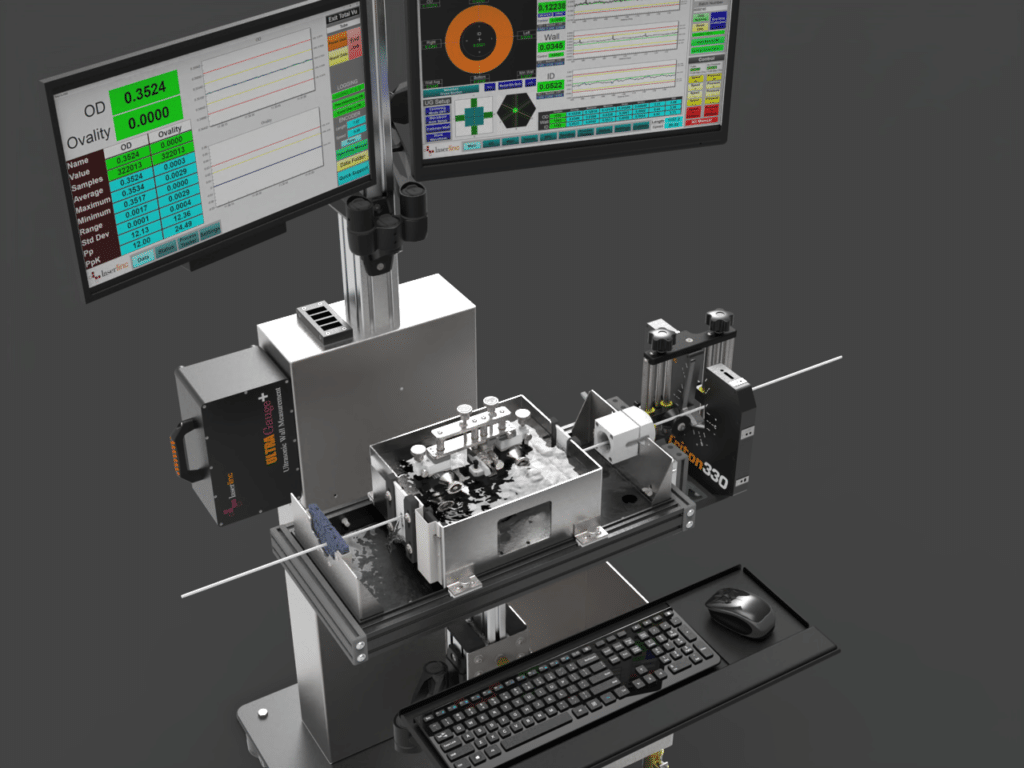
Laser OD measurement is valuable, but it does not directly confirm ID, wall thickness, or concentricity. Ultrasonic or bench inspection may be needed when internal geometry matters.
Spot checks can confirm a sample, but they may miss startup instability, thermal drift, puller changes, or wall variation that occurs between inspections.
Polymer tubing, metallic hypotubes, coated shafts, multilumen designs, and laser-cut components may require different measurement approaches or sample testing.
Critical Measurements
Medical tubing measurement is not always a single-gauge decision. The right approach depends on whether you need external geometry, internal geometry, wall distribution, continuous process control, or finished-part inspection.
Inline vs Offline
Inline systems help control the extrusion process as product is being made. Offline systems support QA, validation, incoming inspection, R&D, and finished tube inspection.
Use inline ultrasonic measurement when the goal is continuous wall and concentricity monitoring during tube extrusion.
Use offline bench inspection when the goal is repeatable dimensional verification outside the production line.
Measurement Path
The best system depends on the measurement required, the tubing material, the inspection workflow, and whether the goal is process control or QA verification.
Polymer tubing applications often benefit from inline measurement during extrusion, especially when OD, wall thickness, and concentricity need to be monitored continuously.
Metallic tubing may require offline inspection or sample review depending on wall thickness, material, surface condition, and whether the component is raw, coated, laser-cut, or encapsulated.
Application Review
The fastest way to identify the right measurement path is to send basic tubing, process, and inspection requirements. A drawing or sample photo is helpful, but not always required for the first review.
Send Tubing SpecsCompare starting paths for inline, offline, wall, full-length, and defect inspection.
Check whether your OD and wall ranges fit ultrasonic wall measurement.
Learn the differences between OD, ID, wall, ovality, and concentricity.
Review OD, ID, wall, and concentricity options for metallic medical tubing.
Ultrasonic Measurement Technology
For medical tubing applications where OD measurement alone is not enough, Gauge Advisor can help evaluate ultrasonic measurement options for wall thickness, ID-related calculations, and concentricity monitoring during extrusion or inspection.
Learn more about LaserLinc ultrasonic measurement technology, or send your tubing OD, wall range, material, and line speed for an application review.
Medical Tubing Wall Measurement FAQ
Use these questions to narrow down whether your application needs laser OD measurement, ultrasonic wall measurement, offline QA inspection, or sample testing.
Medical tubing wall thickness is commonly measured with ultrasonic systems, offline bench inspection platforms, or a combination of laser OD measurement and ultrasonic wall measurement. The best approach depends on the tubing material, OD, wall thickness, number of lumens, measurement environment, and whether the system is used inline during extrusion or offline for QA inspection.
A laser micrometer measures external dimensions such as OD and ovality. By itself, it does not directly measure ID or wall thickness. Wall thickness, ID, and concentricity typically require ultrasonic measurement, a bench inspection system, or another method suited to the material and geometry.
Inline measurement is used during extrusion to monitor dimensional drift, reduce scrap, and support process control. Offline measurement is used for QA checks, validation, incoming inspection, lot sampling, R&D, and completed tube inspection. Many medical tubing manufacturers use both approaches.
Yes, metallic tubing such as nitinol and stainless steel hypotube can often be measured, but the correct method depends on material, geometry, wall thickness, surface condition, and whether the part is raw tubing, coated, laser-cut, or encapsulated. Sample review may be recommended for complex components.
Useful information includes tubing OD and tolerance, wall thickness and tolerance, material, line speed, tube length, number of lumens, measurement environment, required outputs, and whether the part is polymer, metallic, coated, laser-cut, or encapsulated. A drawing or sample photo is also helpful.
Send your tubing size, wall range, material, tolerance requirements, and inspection workflow. Gauge Advisor can help determine whether your application is best suited for inline ultrasonic measurement, offline bench inspection, laser OD measurement, full-length scanning, or sample testing.